Safety at Hamerzz Solutions starts long before the elevator power is switched on. Our certified field engineers perform comprehensive shafts surveys and align heavy-duty steel guide rails using precision laser alignment technology to a tolerance of less than 0.5mm.
By mounting robust brackets and dual-anchoring the structure, we eliminate vibration at the source. Once assembly is complete, we perform rigorous commissioning load stress tests to guarantee structurally sound, safe installations.
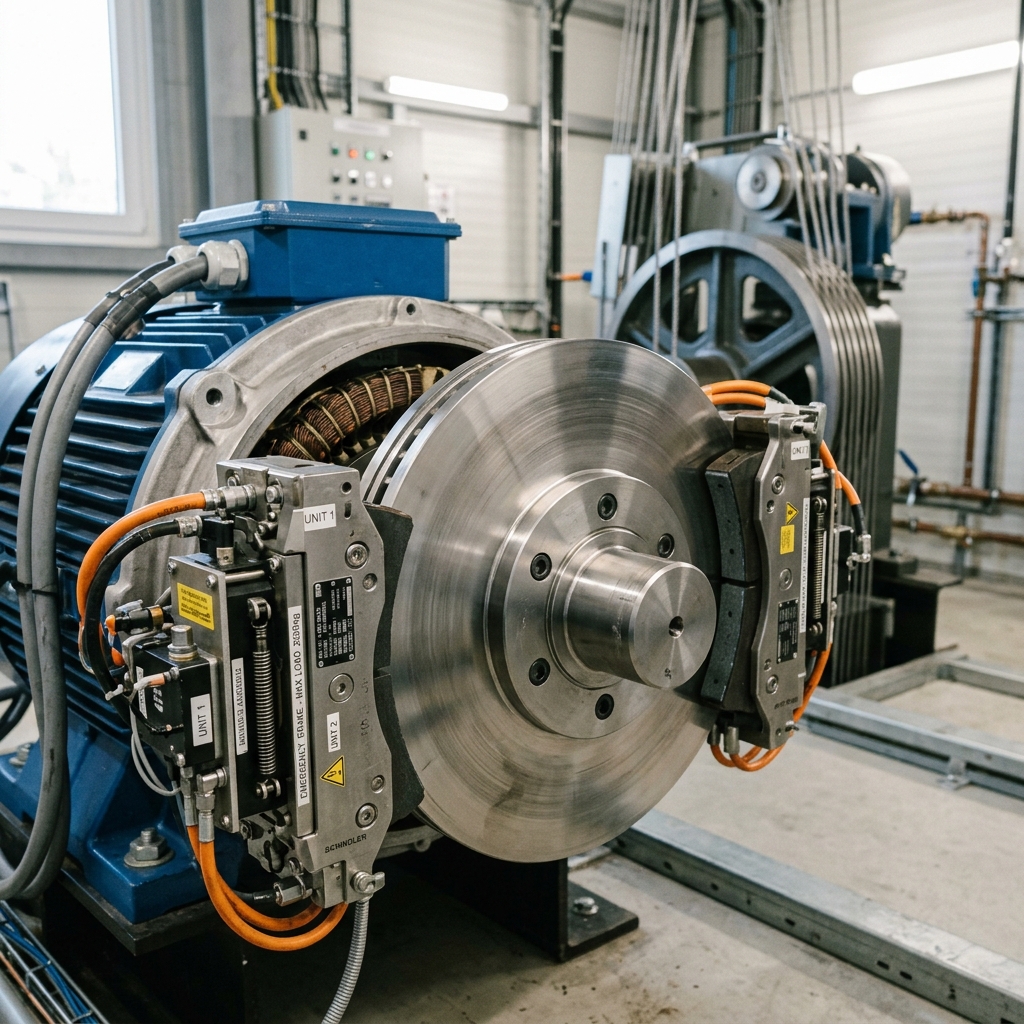
We leverage Gearless Permanent Magnet Synchronous Motor (PMSM) machines coupled with smart VVVF (Variable Voltage Variable Frequency) microcontrollers. This provides smart speed curve transitions, resulting in ultra-smooth acceleration and jerk-free, gentle braking stops at every landing.
Traction systems feature independent dual-circuit electromagnetic brakes. If any sensor detects minor deviances, the system stops instantly to prevent uncontrolled movement.
Precision guide shoes, sound dampening isolation pads beneath the machine bed, and active rail lubrication ensure a silent, comfortable, and luxury travel experience.
In case of main building power failure, the battery-operated ARD system initiates immediately, safely conveying passengers to the nearest floor and opening doors.
An invisible multi-beam light screen spans the cabin doorway. Any obstruction triggers doors to reverse back open without making physical contact.
Click the simulations below to see how our primary mechanical and electrical safety systems prevent accidents in real time.
Multi-beam active infrared barriers protect passengers during entry and exit. Obstruction triggers instant door reversal.
Independent centrifugal mechanism locks the elevator car physically if velocity threshold is breached.
24V DC loops inside cabin & buttons eliminate electrocution risk. Earth leakages trigger automatic shutoffs.
At Phoenix Elevator Parts, we employ state-of-the-art progressive safety gears and highly accurate centrifugal overspeed governors that undergo rigorous type-examination testing. Certified under global standards (EN 81-20/50, CE, and BIS compliance), our safety systems are engineered to prevent uncontrolled cabin movement under any condition.
The governor operates continuously using an independent steel wire rope loop coupled to the elevator car. If the car exceeds 115% of its rated operational velocity, the governor's centrifugal flyweights mechanically trip and drop a heavy lock pawl. This stops the governor rope, instantly pulling the actuating safety gear linkage on the car to clamp onto the guide rails and bring the elevator to a secure, cushioned stop.
Every batch undergoes dynamic drop-testing with full rated loads to verify retardation forces.
Calibrated to trip at exact speed thresholds with factory-sealed settings to prevent tampering.
Our elevators utilize multi-tier electrical isolation and intelligent environmental controllers to prevent fault loops, protect computer components, and safeguard technicians.
All passenger-facing elevator doors, limit switches, sensor loops, and push buttons operate on low-voltage 24V DC lines. Power supply panels are protected by ultra-fast acting overcurrent fuses and thermal-magnetic circuit breakers to isolate short-circuits instantly.
Integrated dual copper grounding connections secure the shaft guide rails, motor frame, and cabinet. Dedicated Residual Current Circuit Breakers (RCCB) and Earth Leakage Circuit Breakers (ELCB) monitor electrical currents constantly, tripping in milliseconds if leakage is detected.
Our controllers and motors are housed in dust-resistant IP54 enclosures with active thermostatic ventilation. Temperature limit sensors monitor the shaft and machine room, performing controlled safety shutdowns if thresholds are exceeded.
Features real-time smart fault recording. The intelligent diagnostics system registers mechanical and load parameters, logging micro-level errors. Warnings are instantly logged, helping field engineers dispatch before errors disrupt riders.